欢迎来到爱游戏app官网!我们是一家专业生产自动包装机,螺丝包装机,五金包装机的厂家,拥有10余年自动化包装研究开发经验,欢迎前来咨询!
驱动消隙系统能有效地克服度机械传动链带来的传动间隙误差,由于传动机构机械加工误差和机械磨损的存在,由电机至受控对象的传动间隙造成的误差已无法忽视,为此,人们采用消隙齿轮、自动予紧机构等办法消除这种误差,这些办法可以轻松又有效地消除传动间隙的静态误差,但在高精度快速随动系统中,电机驱动负载进行频繁换向,即使采用机械消隙措施,由于间隙造成的瞬态误差仍难以克服。消隙驱动系统利用两套响应频带很宽的伺服电机系统构成联动系统,使系统在动态消除传动间隙的同时实现高速响应的随动控制,从而提高机床动静态传动精度。
用两台伺服电机分别驱动两个初级齿轮,电机与初级齿轮为直接连轴,无传动间隙,由初级齿轮至输出齿轮的各级齿轮的传动间隙之和简化为如图的单级传动的间隙。消隙系统在伺服运行过程中,采用对两台伺服电机进行联动控制,使各级齿轮始终保持单面贴合,从而精确地传递扭矩、速度或位移。并且在保证无间隙传动的同时,具有良好的伺服精度和快速响应特性。如图1所示。
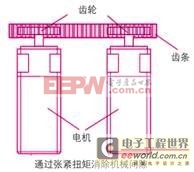
当伺服电机向一个方向旋转时,系统是单方向输出扭矩,传动系统的扭矩传递方向不变,所以并不存在间隙问题。只有在伺服电机反向旋转时,系统变换扭矩传递方向,间隙问题才凸显出来。实际消隙控制是在伺服电机反向时系统扭矩输出为零的区域附近对两个电机施加一个足以克服间隙的张紧力(扭矩偏置),使得这一力矩范围内两个伺服电机实施消隙驱动,而越过这个区域后,两个伺服电机则协同出力。
双电机驱动消隙就是用西门子数控系统具有的主从控制功能实现的,主从控制就是主动轴和从动轴速度设定点的耦合,包括用于均衡扭矩分配的扭矩补偿控制器。
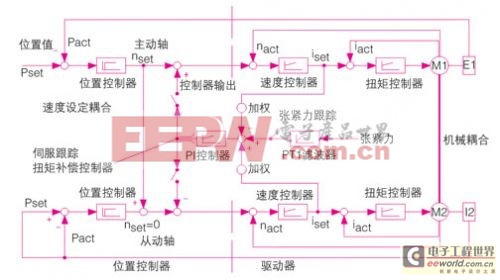
在西门子数控系统主从控制功能中,两个伺服电机(主和从)在机械上是连接在一起的,并且只需一个位置编码器做位置控制。有位置编码器的伺服电机作为主动轴,从动轴只有速度控制没有位置控制,从动轴的速度值与主动轴的速度设定值一致,两个轴的速度控制器保持独立。设定主从耦合,从动轴就以主动轴的速度设定移动,从动轴只有速度控制没有位置控制。主动轴和从动轴执行无位置偏差的控制,扭矩补偿控制器把扭矩均匀分布在主动轴和从动轴上,用附加扭矩在主动轴和从动轴之间产生张紧力。图2为控制结构框图。
通过张紧力控制在主动轴和从动轴上外加方向相反的扭矩,使其始终处在保持张力的状态。通过这一功能,通过齿轮来减小主动轴和从动轴的反向间隙造成的影响。但是,这并不意味着可减小机械系统本身存在的滚珠丝杠和工作台之间的反向间隙。如图3所示,即使在静止状态张紧力产生的扭矩相互牵引使主动轴x1和从动轴x2驱动的齿轮反向间隙减少。
主从配置只在从动轴中进行配置。在默认的设定中,与速度设定耦合一样,主动轴也用扭矩补偿控制。

我公司生产的xk2130型数控龙门镗铣床工作台移动(x1轴)采用了双电机消隙控制机构。其中x1为主动轴,lb382c光栅尺作为位置反馈,全闭环控制;x2为从动轴,电机编码器位置反馈,半闭环控制。参数设置如下:
选择的张紧扭矩必须足够大以保证即使在加速期间所产生的扭矩也不低于要求的最小张力,切勿设定一个超过额定扭矩的值,设定值过大会发出过载报警。为防止电机过热,可以在电机静止时减少张紧扭矩。调试中通过调整md 37264:ms_tension_torque,使机床运行平稳无振动。
用西门子数控系统具有的主从控制功能实现双电机驱动消隙,不仅可以有效地消除传动间隙的静态误差,同时实现高速响应的随动控制,从而提高机床动静态传动精度。双电机驱动消隙功能的应用降低了设计成本,简化了物理运动结构,方便了车间装配调试,因此具有广泛的应用前景。